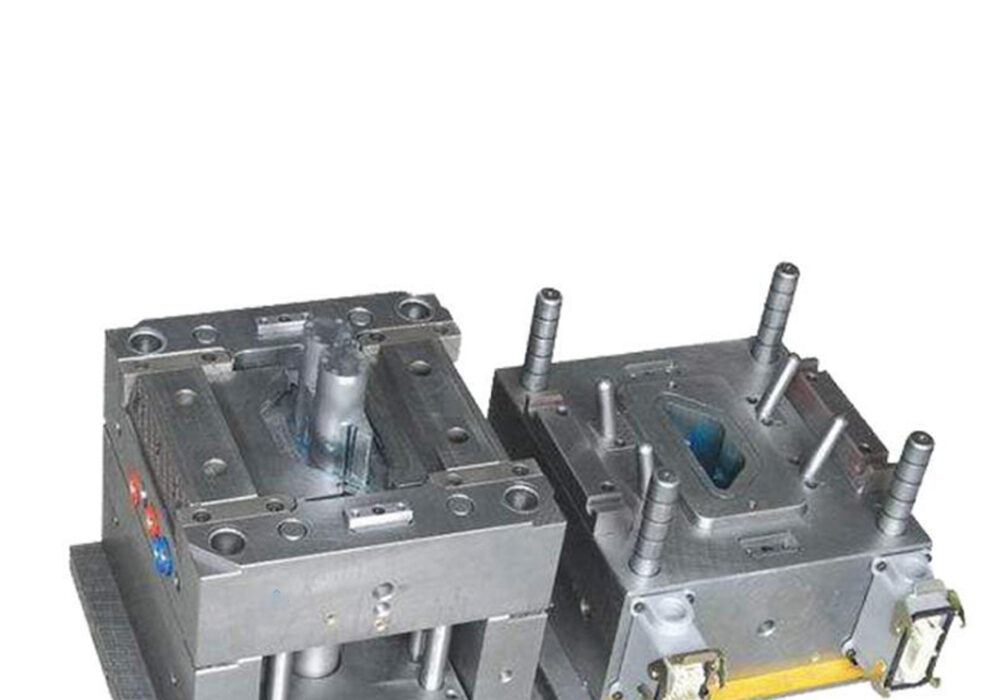
Mold manufacturing refers to the processing of forming and blanking tools other than cutting dies and die-cutting dies. Usually, the mold has two parts, an upper mold and a lower mold. The steel plate is placed between the upper and lower dies, and the material is formed under the action of the press. When the press is turned on, the workpiece determined by the shape of the mold is obtained or the corresponding waste is removed. Parts ranging from electronic connectors to automobile dashboards can be molded with molds.
Progressive die refers to a group of molds that can automatically move a workpiece from one station to another station and obtain a molded part at the last station. Mold processing technology includes: cutting die, blanking die, composite die, extrusion die, four slide rail die, progressive die, stamping die, die cutting die, etc.
Mold type
- (1) Metal die: continuous die, single die, compound die, drawing die
- (2) Plastic mold: injection mold, extrusion mold, blister mold
- (3) Die-casting mold
- (4) Forging die
- (5) Powder metallurgy mold
- (6) Rubber mold
Mold processing technology
- Mold opening materials: front mold material, rear mold material, insert material, discharge material, inclined top material;
- Mold opening frame: front mold frame and rear mold frame;
Thickening: the front cavity is thick, the rear cavity is thick, and the parting line is thick; - Copper male head: front male copper male head, rear male copper male head, clear angle copper male head parting line;
- Wire cutting: insert parting line, copper male head, inclined top pillow;
- Computer gong: fine gong parting line, fine gong mold core;
- EDM: thick front mold, copper male mold, male mold line angle clearance, back mold bone position, pillow position;
- Drilling, pinhole, thimble; the processing position of the thimble hole of the mold, the positioning pressure bar;
- Slanted top, multiple thimble, with thimble.
Selection of mold gap
The gap of the die is related to the type and thickness of the stamping material. Unreasonable gaps can cause the following problems:
- (1) The gap is too large, the burrs to be stamped are large, and the stamping quality is poor. If the gap is too small, although the punching quality is good, the mold wear is relatively serious, which greatly reduces the service life of the mold and easily causes the punch to break.
- (2) If the gap is too large or too small, it is easy to cause adhesion on the punching material, thereby causing strips in the punching process. If the gap is too small, a vacuum is easily formed between the bottom surface of the punch and the plate, and the waste material rebounds.
- (3) Reasonable gap can prolong the service life of the mold, have a good discharge effect, reduce burrs and flanging, keep the plate clean, the aperture will not scratch the plate, reduce the number of sharpening times, keep the plate straight and accurate Stamping positioning.

{kind=link}